
86 17344894490
service@chalcoaluminum.com
自動車製造におけるアルミニウム合金鍛造
自動車産業の発展に伴い、世界の自動車保有台数は年々増加しており、あらゆる種類の電気自動車も出現しています。その結果、エネルギー危機、大気汚染、気候温暖化がますます深刻化し、自動車の排出ガスに関する政府の政策や規制はますます厳しくなっています。燃料車であろうと電気自動車であろうと、車両の軽量化は、製品の競争力を効果的に向上させるための重要な手段です。主な方法の1つは、燃料車の排出ガスを削減し、電気自動車のバッテリーの耐久性を向上させるために、軽金属部品を使用して従来のスチール部品を置き換えることです。アルミニウム合金の密度は小さく、その密度は鋼の密度の3分の1にすぎません。同時に、その熱伝導率、加工性および耐食性は鋼のそれよりも優れている。一般的なアルミニウム合金部品の一次重量減少効果は30%〜40%に達することができ、二次重量減少効果はさらに50%まで高めることができる。アルミニウム合金部品の主な生産工程は、鋳造と鍛造に分かれています。鋳造プロセスによって製造される部品は、主にエンジンシリンダーヘッド、ギアボックスシェル、ステアリングギアシェル、エンジンブラケット、ステアリングギアサポートなどのシェルとサポートです。鍛造工程で製造される部品は、主に車輪、シャシーサスペンションシステムコントロールアーム、ステアリングナックル、エアコンコンプレッサースクロールなど、機械的性能の高い部品です。
自動車製造におけるアルミニウム合金鍛造
アルミニウム合金の規格は、米国アルミニウム産業協会(ISO)によって作られ、鍛造アルミニウム合金(AA)の規格は、国際アルミニウム産業協会によって登録されています。中国における鍛造アルミニウム合金の指定の基準は、GB / T 16474-2011鍛造アルミニウムおよびアルミニウム合金の指定です。さらに、関連する国家規格には、GB / T 3190-2020鍛造アルミニウムおよびアルミニウム合金化学組成およびGB / T 33910-2017押出アルミニウムおよび自動車用アルミニウム合金プロファイルが含まれる。一般的な自動車用アルミニウム鍛造部品の材料グレードは、主に6060、6061、6066、6082などの6シリーズです。一部の製品には、2014、4032、5754、7075などの2シリーズ、4シリーズ、5シリーズ、7シリーズの材料も必要です。
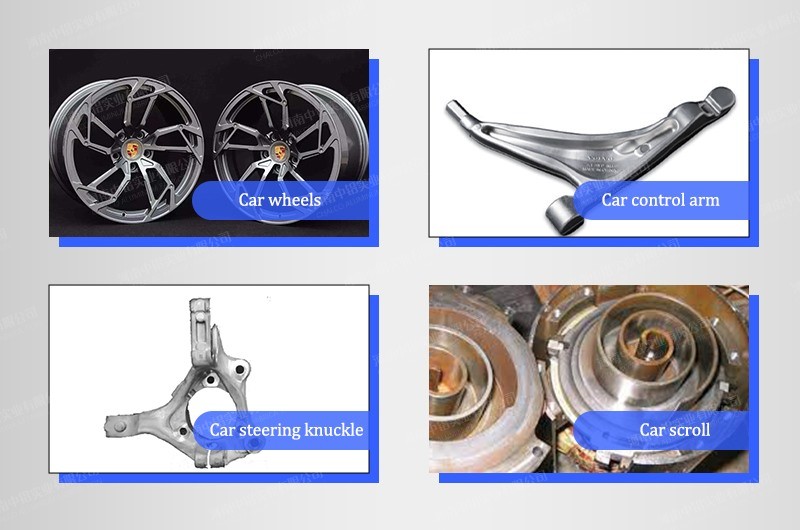
典型的な自動車アルミニウム鍛造部品および成形プロセス一体型ホイールアルミニウム合金一体型鍛造ホイールは、自動車の軽量、高効率および省エネの要件に基づいて継続的に開発された製品の一種である。それは一般に6061および6082アルミニウム合金から成っている。従来の鋳造ホイールと比較して、それはより良い微細構造、軽量、高強度と良好な表面品質を持っています。しかし、複雑なプロセスと多額の設備投資により、その結果、その製造コストは依然として高く、ハイエンドの乗用車や商用車にしか使用できません。一体鍛造ホイールの成形プロセスは、一般に、異なる製品構造特性、アプリケーションシナリオおよびバッチに従って異なるプロセスフローを選択する。市場で一般的に使用されている成形プロセスとその用途を表1に示します。一体鍛造ホイールは、通常、熱処理、機械加工、鍛造後の表面処理などの鍛造後処理が必要です。T6熱処理工程(固溶化処理+人工時効処理)は、ホイールの各部の強度を向上させるための熱処理に一般的に採用されています。
コントロールアーム自動車コントロールアームは、スイングアームとも呼ばれ、自動車シャーシシステムの重要な部分です。その包括的な機械的特性は、車両の安全性と安定性に重要な役割を果たします。それは一般に6082アルミニウム合金から成っている。コントロールアームは、フロントコントロールアームとロアコントロールアームに分かれています。フロントコントロールアームはサスペンションのガイドとサポートです。その変形はホイールの位置決めに影響を与え、走行安定性を低下させます。ロアコントロールアームは、主に車体、ショックアブソーバーをサポートし、走行中の振動を緩衝するために使用されます。初期のコントロールアームは、主に鋳鉄、鋳鋼、または鋼板でスタンピングと溶接で作られていました。材料加工技術の向上に伴い、鍛造アルミニウム合金制御アームは徐々にスチール制御アームを置き換え、日本の玄義、蕭介、Qijun、韓国のラングドン、アメリカのイベオ、カーニバル、ヨーロッパのSuteng、Passatなどの国内外の中型およびハイエンド車両へのバッチアプリケーションを実現しています。アルミニウム合金制御アームの典型的な鍛造プロセスには、一般に、ブランキング、加熱、ブランク製造、成形、トリミング、熱処理および表面洗浄が含まれる。製品の異なる形状および構造によれば、ビレット製造プロセスは、ロール鍛造、クロス圧延および他の方法を採用することができ、いくつかの製品はまた、最終鍛造の難しさを軽減するために曲げおよび事前鍛造を採用する必要がある。熱処理は、一般に、製品の機械的特性を改善するために固溶化および時効処理を行う。ショットブラストまたはサンドブラストは、ワークピース表面の酸化物スキンを除去し、ワークピースの機械的特性を改善するために、表面洗浄に使用することができる。ステアリングナックルステアリングナックルは、自動車のフロントアクスルアセンブリとフロントサスペンションシステムの主要な構造部品です。フロントアクスルとステアリングシステムを接続。自動車の全重量を運び、操舵力を伝えるだけでなく、地面からの衝撃や車輪横方向の制動によって発生する荷重も負担します。これは、運転中の自動車の安全性のための強力な保証です。ステアリングナックルは、自動車のシャーシコンポーネントの複雑なセキュリティ部品です。アルミニウム合金ステアリングナックルの鍛造プロセスには、一般に、ブランキング、加熱ブランク製造、予備鍛造、最終鍛造、トリミング、熱処理および表面洗浄が含まれる。製品構造や成形困難度に応じて、1回の加熱または複数回の加熱を行うことができる。加熱プロセスは、ブランク製造、事前鍛造および最終鍛造の任意のプロセスの前にすることができます。熱処理は、一般に固溶化処理や時効処理も採用する。スクロールプレート自動車用空調コンプレッサの開発プロセスは、4世代を経験してきました。第1世代のコンプレッサーは往復垂直ピストンコンプレッサーで、第2世代の斜板、ロッカープレート、ラジアル放射コンプレッサーに進化し、ロータリーベーン、ローリングピストン、スクリュー、三角形ローターなどのロータリーコンプレッサーの第3世代に発展しました。現在、第4世代の高効率スクロールコンプレッサは20年以上にわたって開発され、工業化と大規模生産を実現しています。スクロールディスク(図5)はスクロールコンプレッサーの主要コンポーネントであり、移動ディスクと固定ディスクに分けることができます。材料は一般的に4032アルミニウムシリコン合金で、複雑な構造と高性能要件があります。現在、1ステップまたは2ステップの背圧成形および鍛造プロセスは、一般的に国内外で使用されており、一部の企業も液体ダイ鍛造プロセスを使用しています。
自動車産業におけるアルミニウム合金鍛造の用途は徐々に増加している。しかし、主にハイエンドモデルに使用される自動車用アルミニウム鍛造品の価格が高いため、市場全体の需要は大きくありません。また、国際市場の自動車メーカーのほとんどが外資系企業であるため、サプライヤー制度への参入は困難です。長い間、アルミニウム合金鍛造品を製造するほとんどの国内企業は、アフターセールス市場向けの製品しか提供できず、製品の品質要件は高くなく、アルミニウム鍛造技術を継続的に改善する力が不足しています。自動車の軽量化と電動化の継続的な発展に伴い、世界の自動車メーカーはますます激しい競争とコスト圧力に直面しています。ますます多くのアルミニウム鍛造製品が中国で直接生産され、アルミニウム鍛造生産能力を持つ国内企業に前例のない開発機会を提供します。

製品の無料提供は、いつでも相談へようこそ、私たちは最初の返信を与えます。私たちの電子メール: